
什么是纱线?
纱线:是纱和线的统称,由纺织纤维制成的细而柔软的,并具有一定强力的连续长条,包括单纱和股线。
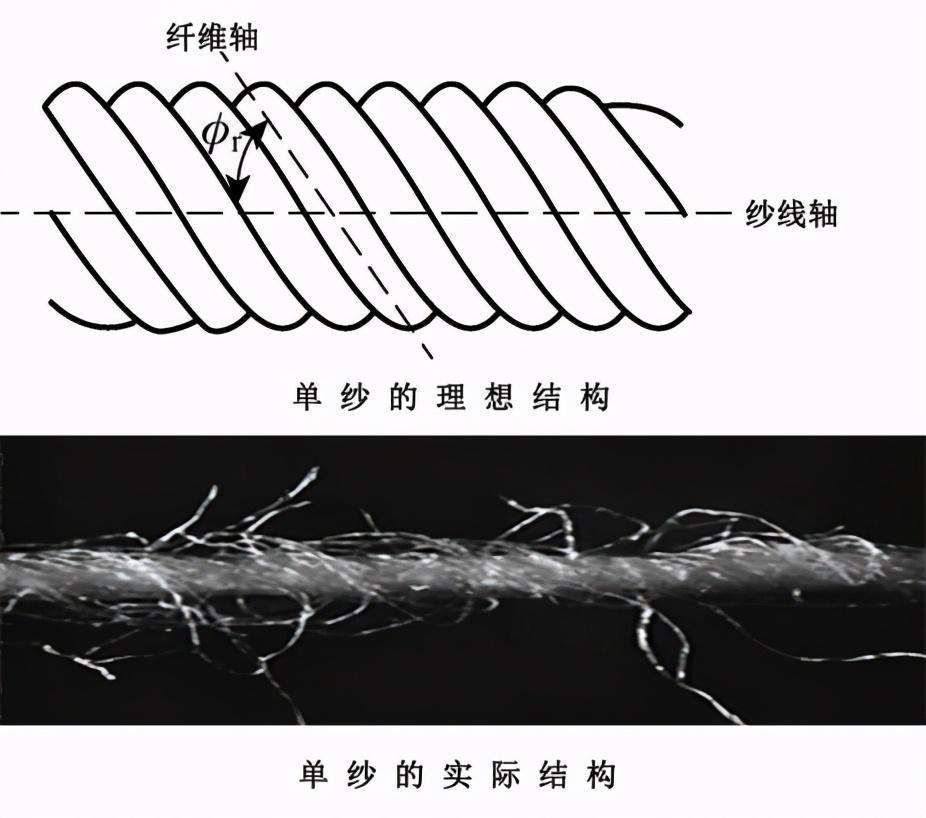

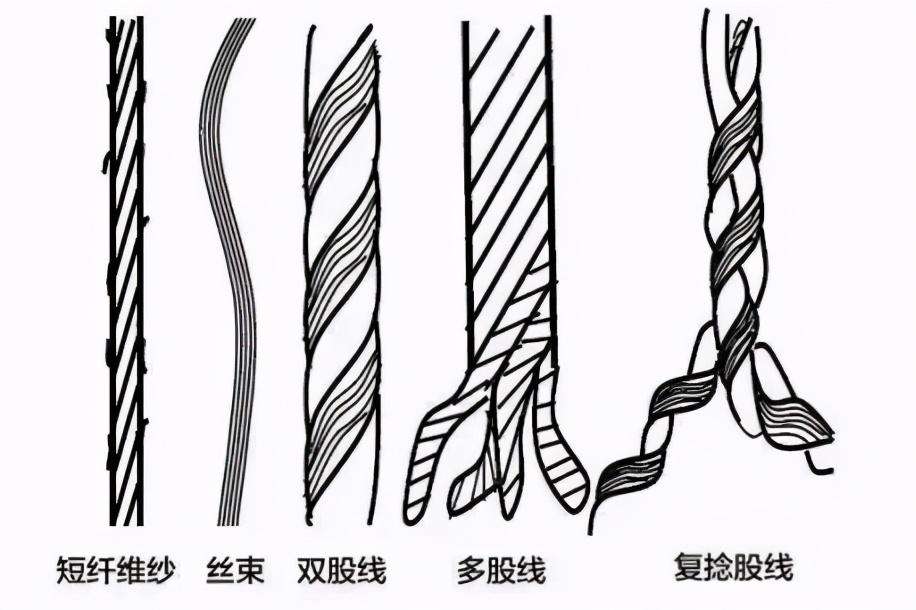
单纱:由短纤维经纺纱加工,使短纤维或丝沿轴向排列并经加捻而成。
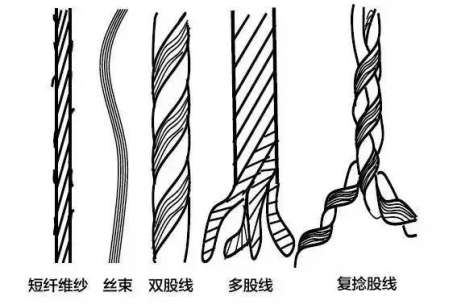
股线:由两根或两根以上的单纱合并加捻制成,其强力、耐磨优于单纱,同时,股线还可按一定方式进行合并加捻,得到复捻股线。
什么是加捻?
如果须条的一端被握持住,另一端回转,即可形成纱线,这一过程称为加捻。
对于短纤维来说,加捻是使纤维条成为纱线的必要手段,加捻前一般需要将散纤维凝聚成纤维条,加捻后纤维的外层纤维向内层挤压产生向心压力,从而使须条沿纤维的长度方向获得摩擦力。
对于长丝纱和股线来说,加捻可形成一个不易被横向外力所破坏的紧密结构,加捻还可形成变形丝及花式线。加捻的多少及加捻的方向不仅影响织物的手感和外观,还影响织物的内在质量。
须条加捻后,其外层纤维便产生倾斜的螺旋线捻回,纤维扭转变形,纱条紧密抱合,改变了纤维集体的结构形态和机械物理性质。(如下图所示)
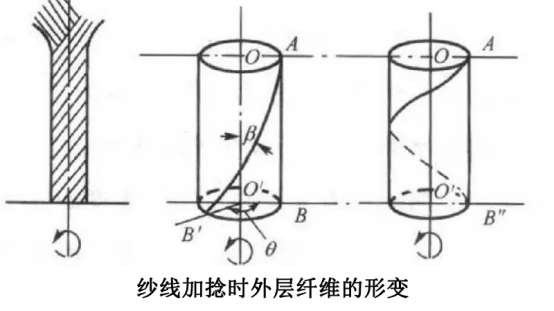
当对纱条存在包围角时,纤维对纱条便有向心压力,包围角越大,向心压力越大。由于向心压力的存在,使外层纤维向内层挤压,增加了纱条的紧密度和纤维之间的摩擦力,从而改变了纱条的结构形态及其物理机械性质,这就是加捻成纱的实质。

纱线加捻程度的评估:
捻向/捻度/捻系数/捻缩
1
捻向:表示加捻的方向
捻向是指纱线加捻后,单纱中的纤维或股线中单纱呈现的倾斜方向。它分Z捻和S捻两种。
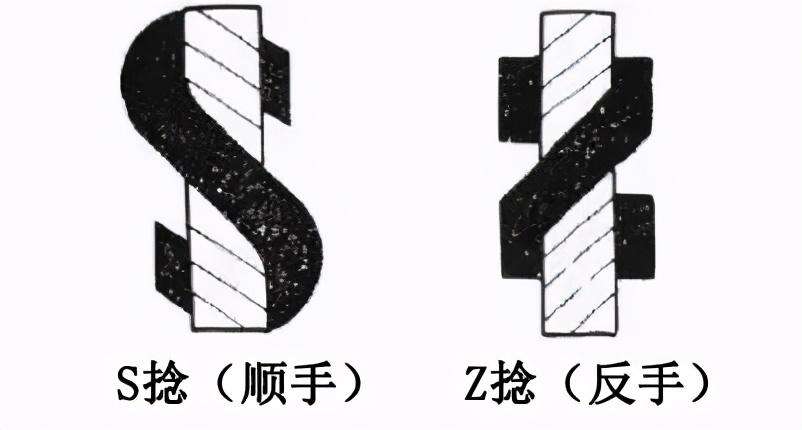
加捻后,纱丝的捻向从右下角倾向左上角,倾斜方向与“S”的中部相一致的称S捻或顺手捻;纱线的捻向从左下角倾向右上角,倾斜方向与“Z”的中部相一致的称Z捻或反手捻。一般单纱常采用Z捻,股线采用S捻。
股线的捻向按先后加捻的捻向来表示。例如,单纱为Z捻、初捻为S捻、复捻为Z捻的股线,其捻向以ZSZ表示。
纱线的捻向对织物的外观和手感影响很大,利用经纬纱的捻向与织物组织相配合,可织出外观、手感等风格各异的织物。
2
捻度:纱线单位长度内的捻回数

纱线的两个截面产生一个360°的角位移,成为一个捻回,即通常所说的转一圈。
我国棉型纱线采用特数制捻度,即用10 cm纱线长度内的捻回数表示;精梳毛纱和化纤长丝则采用公制支数制捻度,即以每米内的捻回数表示;此外,还有以每英寸内捻回数表示的英制支数制捻度。
捻度影响纱线的强力、刚柔性、弹性和缩率等指标。随着纱线捻度的增加,其强力是增大的,但捻度不能超过一定的值,否则其强力反而下降,这一定值称为纱线的临界捻度。不同原料的纱线,其临界捻度是不一样的。一般在满足强力要求的前提下,纱线捻度越小越好,因为捻度的增加会使纱线的手感变硬、弹性下降、缩率增大,这也是长丝纱一般尽量不加捻或少加捻的缘故。
3
捻度的测量方法

我国常用的捻度测试方法有直接计数法和退捻加捻法两种。短纤维、股线试验一般采用直接计数法,而细纱则采用退捻加捻法,此外还有二次和三次退捻加捻法、滑移法等。

直接计数法
在一定张力下,夹住已知长度纱线的两端,一端固定,另一端按退捻方向绕轴向回转,直至股线中的单纱或单纱、复丝中的单纤维完全平行为止,退去的捻回数即为该纱线试样长度内的捻度。
退捻加捻法
在一定张力下,夹住已知纱线长度的两端,一端固定,另一端按退捻方向绕轴向回转,测量经退捻和反向加捻后回复到起始长度时的捻回数,该捻回数即为纱线试样长度内的捻度的两倍。
4
捻系数:加捻程度的相对值
捻度不能用来比较不同粗细纱线的加捻程度,因为相同捻度,粗的纱条其纤维的倾斜程度大于细的纱条。在实际生产中,常用捻系数来表示纱线的加捻程度。捻系数是结合线密度表示纱线加捻程度的相对数值,可用于比较不同粗细纱线的加捻程度。捻系数可根据纱线的捻度和纱线的线密度计算而得到的。
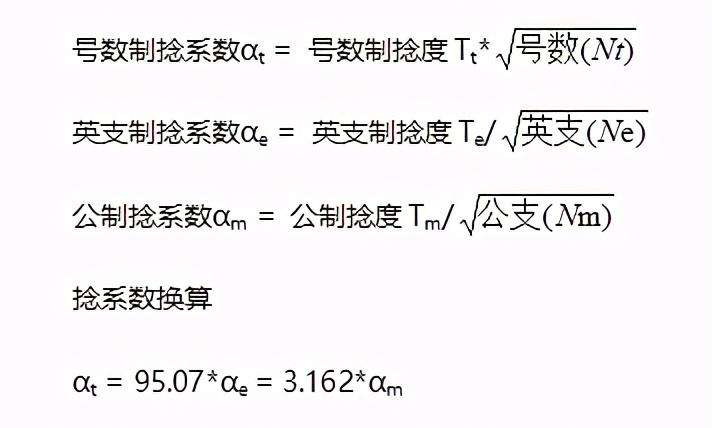
捻系数是结合线密度表示纱线加捻程度的相对数值,可用于比较不同粗细纱线的加捻程度,值越大加捻程度越大。
5
捻系数:加捻程度的相对值
加捻后,由于纤维倾斜,使纱的长度缩短,产生捻缩。捻缩的大小通常用捻缩率来表示,即加捻前后纱条长度的差值占加捻前长度的百分率。
捻缩率的大小,接影响纺成纱的线密度和捻度,在纺纱和捻线工艺设计中,必须加以考虑。棉纱的捻缩率一般为2%~3%。捻缩率的大小与捻系数有关外,还与纺纱张力、车间温湿度、纱的粗细等因素有关。
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容,请发送邮件至87172970@qq.com举报,一经查实,本站将立刻删除。
相关推荐
-
儒林外史的主要内容是什么(一分钟看懂儒林外史这部小说的主要内容)
《儒林外史》是清代作家吴敬梓写的长篇讽刺小说,“儒林”一词源出《史记》“儒林列传”,是“儒者之林”的意思,指代的是学术界。按照史记说法,国史列传都是正史,作者专门以“外史”为书名,…
-
莲雾种植几年才会挂果(莲雾果的特性及种植方法介绍)
莲雾果 莲 雾 又名洋蒲桃、爪哇蒲桃、辇雾、琏雾、水翁果、水蒲桃、南无等,为桃金娘科蒲桃属常绿乔木 台湾的莲雾是17世纪由荷兰人引进台湾,台湾屏东是最有名的产地。随著科学昌明,莲雾…
-
超级有道理人生语录文案(20条富有人生哲理的文案短句)
1、人们总是把幸福解读为:“有”,有房,有车,有钱,有权,但幸福其实是“无”,无忧,无虑,无病,无灾,“有”多半是给别人看的,“无”才是你自己的。 2、人,要么像辣椒一样有脾气。要…
-
如何使用变调夹夹吉他(谈一谈变调夹的正确使用)
对于新手和女生来说,弹吉他最重要的一个工具莫过于变调夹了,今天小编就给大家讲讲如何正确使用变调夹,当然这个并不是绝对的。在以前的课程中,小编就讲过变调夹如何使用,不知道小伙伴们有没…
-
11朵粉玫瑰代表什么意思 (11朵到99朵粉玫瑰分别代表的含义介绍)
在这个世界上我们拥有鲜花,这是幸运的,我们可以把它们送给我们所爱的人。送给某人一朵玫瑰来表达你对她的爱,这是最好的方式,这是爱和感情的伟大表现。几乎每个人都欣赏这种暖心的姿态和微妙…
-
句句走心的经典语录(任何不快乐的时光都是浪费)
人生有许多事情,正如船后的波纹,总要过后才觉得美。 当你做对的时候,没有人会记得;当你做错的时候,连呼吸都是错。 别打听我是什么人,没坏到你身上就是好人。 过去的,别再遗憾;未来的…
-
个人档案如何补办(史上最全的大学个人档案补办流程赶紧收藏)
在毕业季的时候,大家肯定没有将个人材料的事情放在心上,有些材料会被老师保存在自己手中,而我们只需要妥善处理就可以了,但是有些材料如果保存在自己手中,那么就会违反规定,可是大家由于在…
-
道教的张天师是谁(历史上四大天师张道陵的传奇故事介绍)
道教最出名的神仙除了太上老君就应该是张天师了,张天师就是张道陵(34年 —156年),字辅汉,原名陵,后改名为道陵。张天师在历史上确有其人,根据《三国志注》及《邵氏闻见录》记载:张…
-
装修涂料和腻子的区别(教你快速区分腻子粉、涂料、乳胶漆、面漆、底漆)
提到墙面的装修,很多人想到的是腻子粉、涂料、乳胶漆、面漆、底漆……但是相信大多数消费者对这些产品的概念并未真正搞清楚过,究竟油漆和涂料是否同一个概念?乳胶漆是用在哪里呢?墙面漆、底…
-
生活感悟的心情说说(女人发朋友圈正能量文案)
1. 后来才发现, 对待他人,不卑不亢, 不仰合,不取悦, 做自己就好 对待工作,少说废话, 多干实事,尽心尽力就好, 对待生活, 取舍有度,不慌不忙, 热情积极就好; 对待健康,…